Product Specifications
- Type of Packaging: plastic crate.
- Electrical Power: 440v, 60hz, 3 phase.
- Control Voltage: 24 VDC.
- Build-in carton conveyor.
- Swith cabinet ready for connecting to the mains.
- Lifting motion by hydraulic or motor.
- Safety device to stop machine when disturbance occurred.
- Sequence control.
- Bottle & Case Limites:
- Applied to Max. Bottle height: 350mm.
- Applied to Min. Bottle height: 150mm.
- Applied to Bottle Neck Diameter: 25 ~ 32mm.
- Applied to Bottle Diameter: min. 52mm, max. No limits.
- Applied to Case Dimension: min. 200 mm (l) x 200mm (w) x10mm (h).
- Applied to Case Dimension: max. 1585 mm (l) x 360 mm (w) x 420mm (h).
- The system without bottle and gripping.
- Main Components:
- Gear Motor: sew.
- Pneumatic System: REXROTH/BOSCH or FESTO system.
- Control PLC: siemens S7 series.
- Consumption:
- Power: 6.5 KW.
- Air Pressure: 7 BAR.
- Air Consumption: 9NL, 4NL / CYCLES / HOUR.
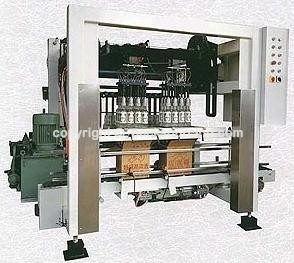
Product Description
This machine includes the following 3 items of main components:
- Main Drive:
The gripper head assembly moves forward & backward and done by the motor system transfer pressure to the cylinder via chains to control of push forward and retract. When cylinder actuates to drive the chain, it creates the function of forward & backward for the purpose of packing and unpacking. The gripper heads is pneumatic type.
- Case Conveyor:
Case conveyor includes top chain, main drive, PE cell & case stopper. When gripping cycle finishes, the stopper is downward and then the conveyor is running to take away the cases. At this time, the stopper going upward to stop the cases at the position. When cases go to the right position, the PE cell actuates the conveyor to stop. The bottle positioning device is downward for packing. When the cycle finishes, it restarts another cycle. If the cases are not in the right position, the gripper head will be waiting in the highest point.
- Bottle Infeed Conveyor:
The bottles travel via guide rail to the conveyor and be arrayed to the pattern for packing. The gripper head moves downward and the conveyor stops. The two side cylinders push forward to prevent any pressure occurs. When gripping the bottles, array device at bottle inlet position, it prevents bottle jamming. When the gripping cycle finishes, the cylinder retracts conveyor and it restarts to convey bottle to the correct position.
|